UFACTORY Gcode
UFACTORY Gcode指令兼容 Linux CNC gcode http://linuxcnc.org/, 参考RS-274标准进行开发。
- 固件版本:≥ v2.5.0
- UFACTORY Studio版本:≥ v2.5.0
- TCP端口:504
1. G 指令
| G指令 | 功能定义 | 样例指令 | 说明 |
|---|---|---|---|
| G0 | 快速移动 | G0 X Y Z A B C | 固定速度为 240mm/s |
| G1 | 直线运动 | G1 X Y Z A B C F | XYZ 单位 mm,ABC 对应 roll/pitch/yaw(单位°),F 为速度 (单位 mm/min 或英寸 /min,缺省为上一次 G1 指令的速度或 100mm/s)(当有 XYZABC 参 数时,G1 也可以省略) |
| G2 | 顺时针圆弧 | G2 X Y Z R P F G2 X Y Z I J K P F | 半径格式圆XYZ表示目标位置,R表示圆半径,P表示整圆圈数,F表示速度 中心格式圆弧, XYZ表示目标位置,IJK对应圆心,P表示整圆圈数,F表示速度 |
| G3 | 逆时针圆弧 | G3 X Y Z R P F G3 X Y Z I J K P F | 半径格式圆:XYZ表示目标位置,R表示圆半径,P表示整圆圈数,F表示速度 中心格式圆弧, XYZ表示目标位置,IJK对应圆心,P表示整圆圈数,F表示速度 |
| G4 | 等待 | G4 P4 | 休眠指令,P为休眠的秒数 |
| G17 | 圆弧指令设置XY平面 | G17 | G2/G3默认使用该平面 |
| G18 | 圆弧指令设置XZ平面 | G18 | - |
| G19 | 圆弧指令设置YZ平面 | G19 | - |
| G20 | 设置单位为英制英寸 | G20 | 影响 G0/G1 |
| G21 | 设置单位为公制毫米 | G21 | G0/G1 |
| G90 | 使用绝对坐标系 | G90 | 影响G0/G1/G2/G3,G0/G1默认使用该模式,G2/G3的XYZ参数默认使用该模式 |
| G91 | 使用相对坐标系 | G91 | 影响G0/G1/G2/G3 |
| G90.1 | 圆弧指令使用绝对坐标系 | G90.1 | 影响G2/G3 |
| G91.1 | 圆弧指令使用相对坐标系 | G91.1 | 影响G2/G3, G2/G3的IJK参数默认使用该模式 |
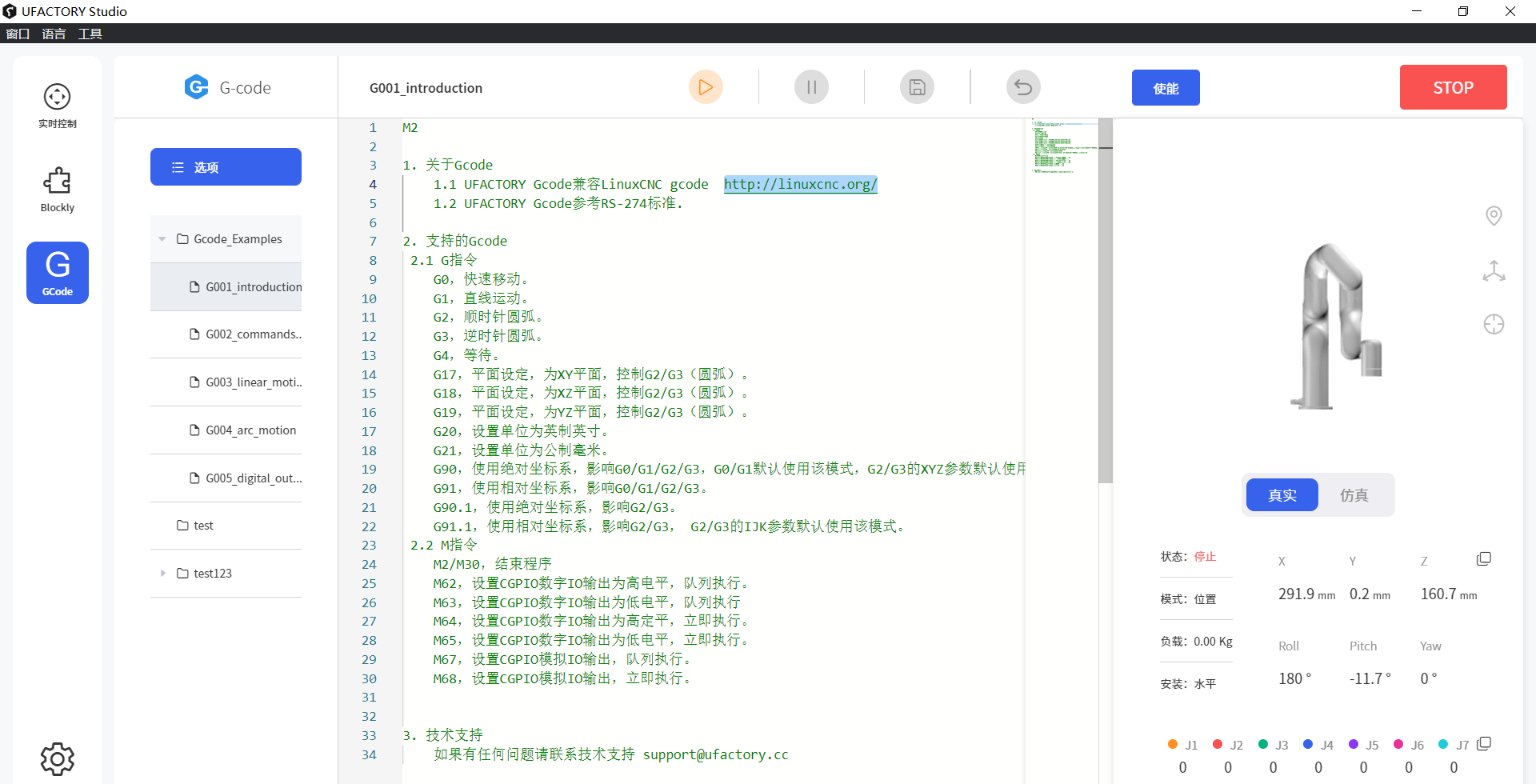
用户可以通过‘UFACTORY Studio-Gcode’页面进行调试,此模块提供一些简单例子供参考。
2. M指令
| M指令 | 功能定义 | 样例指令 | 说明 |
|---|---|---|---|
| M2/M30 | 结束程序 | M2/M30 | |
| M62 | 设置CGPIO数字IO输出为高电平,队列执行 | M62 P | P:控制器数字输出的编号(0-15, 0-7:CO0-CO7, 8-15:DO0-D7) |
| M63 | 设置CGPIO数字IO输出为低电平,队列执行 | M63 P | P:控制器数字输出的编号(0-15, 0-7:CO0-CO7, 8-15:DO0-D7) |
| M64 | 设置CGPIO数字IO输出为高定平,立即执行 | M64 P | P:控制器数字输出的编号(0-15, 0-7:CO0-CO7, 8-15:DO0-D7) |
| M65 | 设置CGPIO数字IO输出为低电平,立即执行 | M65 P | P:控制器数字输出的编号(0-15, 0-7:CO0-CO7, 8-15:DO0-D7) |
| M67 | 设置CGPIO模拟IO输出,队列执行 | M67 E Q | E:控制器模拟IO的编号(AO0:0, AO1:1 ) Q:模拟IO的值,范围0-10V |
| M68 | 设置CGPIO模拟IO输出,立即执行 | M68 E Q | E:控制器模拟IO的编号(AO0:0, AO1:1 ) Q:模拟IO的值,范围 |
| M100 | 使能或断使能 | M100 P Q | P:P1使能,P0断使能 Q:关节ID,默认为8,代表所有关节 |
| M101 | 清除错误 | M101 | |
| M102 | 清除警告 | M102 | |
| M103 | 设置模式 | M103 P | P:要设置的模式 |
| M104 | 设置状态 | M104 P | P:要设置的状态 |
| M115 | 设置TGPIO的数字输出 | M115 P Q | P:0/1/2/3/4(TI) Q:0/1/10/11 |
| M116 | 控制末端执行器 | M116 P Q |
2.1 M116定义
M116为自定义指令,用于控制器UFACTORY机械臂的末端执行器。
| M116定义 | 控制设备 | 样例指令 | 说明 |
|---|---|---|---|
| M116 P1 | xArm机械爪 | M116 P1 Q0 | Q:机械爪位置,范围-10~850 |
| M116 P2 | xArm真空吸头 | M116 P2 Q0 | Q0:打开(队列执行)Q1:关闭(队列执行)Q10:打开(立即执行)Q11:关闭(立即执行) |
| M116 P3 | BIO机械爪 | M116 P3 Q1 | Q0:闭合机械爪Q1:张开机械爪 |
| M116 P4 | Robotiq机械爪 | M116 P4 Q100 | Q:位置(0~255) |
| M116 P5 | Robotiq机械爪 | M116 P5 Q100 | Q:位置(0~255) |
| M116 P11 | Lite6机械爪 | M116 P11 Q1 | Q0:闭合(队列执行)Q1:张开(队列执行)Q10:闭合(立即执行)Q11:张开(立即执行) |
| M116 P12 | Lite6真空吸头 | M116 P12 Q0 | Q0:打开(队列执行)Q1:关闭(队列执行)Q10:打开(立即执行)Q11:关闭(立即执行) |
| M116 P21 | 机械爪G2队列执行 | M116 P21 Q100 | Q:位置S:速度F:力 |
| M116 P121 | 机械爪G2立即执行 | M116 P121 Q100 | Q:位置S:速度F:力 |
| M116 P22 | 真空吸头(触点式) | M116 P22 Q0 | Q0:吸取(队列执行)Q1:释放(队列执行)Q10:吸取(立即执行)Q11:释放(立即执行) |
| M116 P23 | BIO G2 | M116 P23 Q150 | Q:位置71-150S:速度500-4000F:力1-100 |
| M116 P104/P105 | Robotiq机械爪 | M116 P104 Q200 | Q:位置0-255S:速度0-255F:力0-255 |
2.2 注意事项
- 端口使用 504
- 回复暂时有 5 字节:
- byte0: Gcode命令返回值,0表示成功(非 0 表示该命令不支持或格式不对)
- byte1: 模式和状态
- byte2: 错误码
- byte3 & byte4: 保留
- 建议每次发一行非空数据(带换行符),固件按行回复的
sock.send(b'G0 X300\n') - 要接收回复,不然久了缓冲区会满
sock.recv(5)
3. Python示例
python
import socket
import time
sock = socket.socket(socket.AF_INET, socket.SOCK_STREAM)
sock.setsockopt(socket.SOL_SOCKET, socket.SO_REUSEADDR, 1)
sock.setblocking(True)
sock.connect(('192.168.1.240', 504))
def send_and_recv(data):
for line in data.split('\n'):
line = line.strip()
if not line:
continue
sock.send(line.encode('utf-8', 'replace') + b'\n')
ret = sock.recv(5)
print(ret)
code, mode_state, err = ret[0:3]
print(code,err)
state, mode = mode_state & 0x0F, mode_state >> 4
print(state)
cmdnum = ret[3] << 8 | ret[4]
if code != 0 or state >= 4 or err > 0:
print('code: {}, mode: {}, state: {}, err: {}, cmdnum: {}, cmd: {}'.format(code, mode, state, err, cmdnum, line))
# move x to x=500mm, speed= 10000 mm/min
send_and_recv('G1 X400 F10000')